é§ivotnost potrubûÙ vodnûÙch stabilnûÙch hasicûÙch zaéûÙzenûÙ, áûÀst 1.
álûÀnek je zamáéen na éƒivotnost potrubûÙ a sprinkleré₤ sprinklerovû§ch stabilnûÙch hasicûÙch zaéûÙzenûÙ (dûÀle jen „SHZ“). Oba komponenty majûÙ spoleánûˋho nepéûÙtele, kterû§m je koroze. Ta se projevuje v ré₤znû§ch formûÀch a z ré₤znû§ch péûÙáin.

Kromá vlivu na éƒivotnost, funkánost a hasebnûÙ schopnost, jinak éeáeno provozuschopnost vodnûÙch SHZ, ovlivéuje vû§éÀi vodovodnûÙch a majetkovû§ch éÀkod zpé₤sobenû§ch poéƒûÀrem a ve svû§ch dé₤sledcûÙch provoznûÙ nûÀklady. Je zéejmûˋ, éƒe se tento problûˋm tû§kûÀ nejen provozovatelé₤ vodnûÙch a páno vodnûÙch SHZ a hadicovû§ch systûˋmé₤, ale i pojistitelé₤ a v neposlednûÙ éadá samotnûˋ poéƒûÀrnûÙ bezpeánosti dotáenû§ch objekté₤.
Podle statistiky americkûˋ inspekánûÙ organizace a zkuéÀebnûÙ laboratoée Factory Mutual (FM-1982–2001) byl znemoéƒnán vû§stéik ze sprinkleru v dé₤sledku usazenin a fragmenté₤ koroze u suchûˋ soustavy v 59 %, u mokrûˋ soustavy v 13 % a u otevéenûˋ sprejovûˋ soustavy sprejovûˋ v 28 % [15]. Pozn.: u suchûˋ soustavy se jednalo o ocelovûˋ nepozinkovanûˋ potrubûÙ.
Uvedenou problematikou se zabû§val i Vû§bor evropskû§ch pojistitelé₤ (CEA). Ze statistiky CEA za obdobûÙ 1985–2002 vyplynulo, éƒe péûÙáinou vodovodnûÙch éÀkod (éÀkody zpé₤sobenûˋ û¤nikem vody) je v 27,3 % mechanickûˋ poéÀkozenûÙ komponenté₤, ve 22,8 % koroze a v 21,7 % zamrznutûÙ vody v potrubûÙ [13]. ZûÀvaéƒnost koroze potvrzuje i Factory Mutual, kterûÀ vyhodnotila korozi v obdobûÙ 2001–2015, z hlediska vû§éÀe nûÀslednû§ch éÀkod, za átvrtou nejzûÀvaéƒnájéÀûÙ péûÙáinu po zamrznutûÙ potrubûÙ, mechanickûˋm poéÀkozenûÙ sprinkleru a zûÀvadá na instalovanû§ch komponentech [21]. Pozn.: statistika CEA reflektuje stav v EU.
Koroze obecná
Koroze je samovolnûˋ, postupnûˋ rozruéÀenûÙ kové₤ ái nekovovû§ch organickû§ch a anorganickû§ch materiûÀlé₤ napé. hornin ái plasté₤) vlivem chemickûˋ nebo elektrochemickûˋ reakce s okolnûÙm prostéedûÙm. KoroznûÙ û¤áinek se na vniténûÙm povrchu potrubûÙ projevuje ubû§vûÀnûÙm tlouéÀéËky stány vedoucûÙ aéƒ k prodáravánûÙ nebo naré₤stûÀnûÙm tlouéÀéËky stány inkrustem vedoucûÙ aéƒ k nepré₤chodnosti potrubûÙ.
V péûÙpadá potrubûÙ se lze nejáastáji setkat s korozûÙ atmosfûˋrickou, bodovou, galvanickou nebo éÀtárbinovou. Jiéƒ mûˋná je pro navrhovatele sprinklerovû§ch zaéûÙzenûÙ znûÀmûÀ selektivnûÙ koroze, péi nûÙéƒ dochûÀzûÙ k vyplavovûÀnûÙ zinkovû§ch áûÀstic z ochrannûˋ vrstvy vlivem obsahu chloridé₤ nebo sûÙrané₤ obsaéƒenû§ch ve vodá. ZmûÙnit je téeba i korozi mikrobiologickou zpé₤sobenou mikroorganismy a/nebo jejich produkty. Pré₤vodnûÙm jevem tûˋto koroze je bio film, ve kterûˋm mikroorganismy vytvûÀéejûÙ podmûÙnky pro elektrochemickou korozi na rozhranûÙ s kovovû§m povrchem [3]. V praxi probûÙhûÀ koroze ocelovûˋho potrubûÙ kombinacûÙ vûÙce druhé₤ souáasná.
Pokud jde o atmosfûˋrickou korozi, rozdáluje norma EN ISO 9223 atmosfûˋru na éÀest stupéé₤ koroznûÙ agresivity, od velmi nûÙzkûˋ v uzavéenû§ch, klimatizovanû§ch mûÙstnostech, kde nedochûÀzûÙ ke kondenzaci vody, aéƒ po extrûˋmnûÙ. Ta se vyskytuje v prostéedûÙ s extrûˋmnûÙ vlhkostûÙ nebo velmi vysokû§m pré₤myslovû§m zneáiéÀtánûÙm.
ZkuéÀenosti s pozinkovanû§m potrubûÙm pro rozvod pitnûˋ vody
ZkuéÀenosti s korozûÙ tohoto potrubûÙ jsou vyuéƒitelnûˋ pro pochopenûÙ procesé₤ koroze potrubûÙ sprinklerovû§ch zaéûÙzenûÙ. Pré₤vodnûÙm znakem koroze v tomto potrubûÙ jsou zmány jakosti pitnûˋ vody. K nejvû§znamnájéÀûÙm patéûÙ obsah Fe, Zn, Cu, pH, tvrdost, vodivost, zûÀkal, obsah suspendovanû§ch lûÀtek a v neposlednûÙ éadá mikrobiologickûˋ faktory. Charakteristickû§m jevem koroznûÙch procesé₤ je pokles koncentrace rozpuéÀtánûˋho kyslûÙku ve vodá. U velmi tvrdû§ch podzemnûÙch vod mé₤éƒe dochûÀzet k vyluáovûÀnûÙ tvrdû§ch vûÀpenatû§ch vrstev, kterûˋ chrûÀnûÙ vniténûÙ povrch potrubûÙ péed ploéÀnou korozi. Na straná druhûˋ mohou zpé₤sobit zmenéÀenûÙ pré₤éezu potrubûÙ.
Péi pré₤toku vody ocelovû§m pozinkovanû§m potrubûÙm dochûÀzûÙ k elektrochemickûˋ korozi a odstraéovûÀnûÙ zinku z vniténûÙho povrchu potrubûÙ. Na vniténûÙm povrchu potrubûÙ se usazujûÙ éƒelezitûˋ inkrustace. Ty vytvûÀéejûÙ vhodnûˋ prostéedûÙ pro rozvoj mikrobiologickûˋ koroze. NapadenûÙ materiûÀlu potrubûÙ korozûÙ nenûÙ moéƒnûˋ ve véÀech péûÙpadech vysvátlit jenom na zûÀkladá fyzikûÀlná chemickû§ch procesé₤. Na stimulaci koroznûÙch dájé₤ se takûˋ podûÙlejûÙ mikroorganismy. Ve vodnûÙm prostéedûÙ se u nich projevuje tendence péilnout k povrchu pevnû§ch lûÀtek a rozvûÙjet se na nám. Vû§sledkem interakce mikroorganismé₤ s povrchem potrubûÙ je vytvoéenûÙ biofilmu na povrchu potrubûÙ. Aktivita mikroorganismé₤ v biofilmu na povrchu materiûÀlu péûÙmo ovlivéuje pré₤báh koroze. Nákterûˋ bakterie jsou schopny se péûÙmo zapojit do oxidace nebo redukce kovovû§ch ionté₤. Na vzniku biofilmu mûÀ vliv stav povrchu potrubûÙ, na náméƒ biofilm vznikûÀ. Pro usazovûÀnûÙ mikroorganismé₤ jsou péûÙznivájéÀûÙ podmûÙnky na drsnájéÀûÙm povrchu. Velmi vhodnû§m mûÙstem pro uchycenûÙ a daléÀûÙ áinnost koloniûÙ mikroorganismé₤ jsou pû°ry na povrchu potrubûÙ, vrypy a okuje [3]. Na tvorbu biofilmu mûÀ vliv takûˋ sloéƒenûÙ vody, jejûÙ teplota a rychlost proudánûÙ.
Podstatnû§ vliv na pré₤báh koroze mûÀ mnoéƒstvûÙ kyslûÙku ve vodá. Péi zahéûÀtûÙ vody dochûÀzûÙ ke sniéƒovûÀnûÙ mnoéƒstvûÙ rozpuéÀtánû§ch plyné₤ ve vodá, váetná kyslûÙku. Plynnû§ kyslûÙk reaguje se éƒelezem rozpuéÀtánû§m ve vodá. To se postupná usazuje na dná potrubûÙ. Na povrchu, kde nejsou vytvoéeny vrstvy û¤sad koroznûÙch zplodin, dochûÀzûÙ k ploéÀnûˋ korozi. Ta postupná zbavûÙ vniténûÙ povrch potrubûÙ vrstvy zinku. U vzorku potrubûÙ teplûˋ vody, odebranûˋho po dvou letech pouéƒûÙvûÀnûÙ, byla vrstva zinku na 80 % povrchu odbourûÀna ploéÀnou korozûÙ. Ve spodnûÙ áûÀsti probûÙhûÀ intenzivnûÙ koroze dé₤lkovûÀ [3]. Riziko koroze zvyéÀuje obsah sûÙrané₤ a chloridé₤ ve vodá a pouéƒitûÙ mádi na ré₤znûˋ áûÀsti vniténûÙho vodovodu. Podle poéƒadavké₤ vû§robcé₤ potrubûÙ je max. povolenûÀ trvalûÀ koncentrace ClO2 ve vodá 0,2 mg/l. V praxi mé₤éƒe bû§t i 1,2 mg/l ClO2 [1]. Z daléÀûÙch vlivé₤ je to celkovû§ obsah kationté₤ hoéáûÙku a vûÀpnûÙku ve vodá („tvrdost vody“), jejûÙ kyselost (pH menéÀûÙ neéƒ 4,2), zûÀsaditost (pH vyéÀéÀûÙ neéƒ 8,2) a obsah rozpustnûˋho kyslûÙku ve vodá, kterû§ se mánûÙ s teplotou.
NûÀsledky jednotlivû§ch druhé₤ koroze u rozvodé₤ teplûˋ vody je moéƒno snûÙéƒit napéûÙklad:
- obsahem kationté₤ hoéáûÙku a vûÀpnûÙku;
- kyselostûÙ a zûÀsaditostûÙ vody;
- vylouáenûÙm malû§ch a velkû§ch rychlostûÙ proudánûÙ vody v potrubûÙ;
- mechanickou filtracûÙ a odkalovûÀnûÙm potrubnûÙho systûˋmu;
- omezenûÙm kolûÙsûÀnûÙ teploty vody.
Za nejjednoduéÀéÀûÙ ochranu potrubûÙ se povaéƒuje filtrace. Hlavná péed bodovou korozûÙ, jejûÙméƒ zdrojem jsou neáistoty a koroznûÙ zplodiny, kterûˋ se usazujûÙ na nejniéƒéÀûÙch mûÙstech potrubûÙ. Za cca 5 let mohou zpé₤sobit zanesenûÙ sûÙta odkalovaáe. To mé₤éƒe bû§t péûÙáinou nedostateánûˋho tlaku napé. na nejvû§éÀe umûÙstánûˋm hadicovûˋm systûˋmu [1].
é§ivotnost vodovodnûÙch rozvodé₤ z pozinkovanûˋho ocelovûˋho potrubûÙ
é§ûÀrovûˋ zinkovûÀnûÙ trubek poskytuje dlouhodobou ochranu proti korozi v zûÀvislosti na tlouéÀéËce povlaku, koroznûÙ agresivitá prostéedûÙ a provoznûÙch podmûÙnkûÀch. Pro vniténûÙ vodovod lze pouéƒûÙt ocelovûˋ trubky pouze stéedná táéƒkûˋ nebo táéƒkûˋ éady (podle áSN EN 10255) pozinkovanûˋ jakostûÙ A.1 [8]. Trubky, kterûˋ majûÙ bû§t pozinkovûÀny, musûÙ mûÙt hladkû§ povrch, odpovûÙdajûÙcûÙ zpé₤sob vû§roby, nesmûÙ bû§t zneáiéÀtány napé. nákterû§mi oleji a tuky. PotrubûÙ nesmûÙ mûÙt na povrchu péeloéƒky, zvrûÀsnánûÙ, éÀupiny, éÀkrûÀbance a zavûÀlcovanûˋ neáistoty. Pro jakost povlaku A.1 musûÙ bû§t minimûÀlnûÙ mûÙstnûÙ tlouéÀéËka povlaku vniténûÙ svûÀrovûˋ housenky svaéovanû§ch ocelovû§ch trubek 55 μm.
Ocelovûˋ pozinkovanûˋ potrubûÙ je moéƒno pouéƒûÙt pro rozvody vniténûÙho poéƒûÀrnûÙho vodovodu. Pro rozvod studenûˋ vody se mé₤éƒe pouéƒûÙt toto potrubûÙ, pokud je teplota vody niéƒéÀûÙ neéƒ 35 ô¯C. Naprosto nevhodnûˋ je pouéƒûÙvat ve vniténûÙm vodovodu provedenûˋm z ocelovûˋho pozinkovanûˋho potrubûÙ ochranu proti mikrobiologickûˋmu nebezpeáûÙ (termickûÀ desinfekce). Dé₤vodem je éƒe i krûÀtkodobû§m péekroáenûÙm vû§robcem doporuáenûˋ teploty vody 35 ô¯C se vû§razná zkracuje éƒivotnost potrubûÙ [3]. Vû§robce ocelovû§ch pozinkovanû§ch trub uvûÀdûÙ [9]: „…é§ivotnost Zn povlaku zûÀvisûÙ na koroznûÙ agresivitá prostéedûÙ. Zn povlak se nemûÀ pouéƒûÙvat pro rozvody horkûˋ vody! Pokud k tomu dojde, cca po 2 letech dochûÀzûÙ k prodáravánûÙ pozinkovanû§ch trubek vlivem bodovûˋ koroze, zatûÙmco obyáejnûˋ áernûˋ trubky zabudovanûˋ v û¤stéednûÙm topenûÙ jsou bez poruchy v provozu téeba 30 let. Dé₤vodem je, éƒe v horkûˋ vodá nefunguje katodickûÀ ochrana zinku.“
Vrstva zinku poskytuje ochranu proti korozi û¤márná jejûÙ tlouéÀéËce, agresivitá prostéedûÙ a provoznûÙm podmûÙnkûÀm. é§ivotnost trubek a jejich spojé₤ ve vniténûÙm vodovodu se navrhuje na dobu 50 let. To péedpoklûÀdûÀ provûÀdánûÙ odbornûˋ û¤dréƒby a péimáéenûˋ provoznûÙ podmûÙnky. Realita je takovûÀ, éƒe vátéÀinou potrubnûÙ rozvody z ocelovû§ch pozinkovanû§ch trubek tûˋto éƒivotnosti nedosahujûÙ. PlatûÙ, éƒe áûÙm menéÀûÙ objem vody potrubûÙm proteáe, áûÙm je teplota vody niéƒéÀûÙ, tûÙm je éƒivotnost potrubûÙ deléÀûÙ a opaáná. Péi pravidelnûˋ termickûˋ dezinfekci systûˋmu (1û tû§dná péehéûÀtûÙ na 70 ô¯C) se prvnûÙ poruchy objevûÙ i déûÙve neéƒ za 2 roky [3]. Nelze opominout ani daléÀûÙ okolnosti jako je vliv sloéƒenûÙ vody, zavzduéÀnánûˋ potrubûÙ nebo odstûÀvka vodovodu, po kterûˋ nûÀsleduje dodûÀvka „áerstvûˋho“ kyslûÙku do potrubûÙ.
Specialistûˋ na problematiku vodovodé₤ uvûÀdájûÙ, éƒe nûÀklady na zhotovenûÙ vniténûÙho vodovodu nepéesahujûÙ ani u sloéƒitû§ch objekté₤ 2 % celkovû§ch nûÀkladé₤ stavby. Péitom rozdûÙl v nûÀkladech mezi nerezovû§m potrubûÙm a potrubûÙm propylenovû§m (péi optimûÀlná dimenzovanû§ch rozvodech vody) nepéesahuje 0,02 %–0,05 % z celkovû§ch nûÀkladé₤ stavby Vû§mána potrubûÙ vniténûÙho vodovodu z ocelovû§ch pozinkovanû§ch trub, dokonce v zûÀruánûÙ dobá, ukazuje éƒe kvalitnájéÀûÙ materiûÀl potrubûÙ by byl v koneánûˋm dé₤sledku levnájéÀûÙ. Péesto se v nákterû§ch péûÙpadech navrhuje ocelovûˋ pozinkovanûˋ potrubûÙ, aákoliv je prokazatelná v danûˋ aplikaci nevhodnûˋ. V dé₤sledku krûÀtkûˋ éƒivotnosti vygeneruje neû¤márná vysokûˋ provoznûÙ nûÀklady souvisejûÙcûÙ s jeho opravami, vû§mánou a péeruéÀenûÙm provozu [1]. Jak vyplû§vûÀ z daléÀûÙho platûÙ obdobnûÀ û¤vaha i pro ocelovûˋ potrubûÙ sprinklerovû§ch a sprejovû§ch zaéûÙzenûÙ, zejmûˋna v péûÙpadá suchû§ch soustav. Nemluvá o páno vodnûÙch stabilnûÙch hasicûÙch zaéûÙzenûÙch, kde korozi akceleruje pánidlo, ze kterûˋho se vytvûÀéûÙ pánotvornû§ roztok pro haéÀenûÙ.
PotrubûÙ soustav sprinklerovû§ch SHZ
Za soustavu se u sprinklerovû§ch zaéûÙzenûÙ oznaáuje potrubûÙ za ventilovou stanicûÙ (ve smáru pré₤toku) sestûÀvajûÙcûÙ ze stoupacûÙho, rozvûÀdácûÙho a rozdálovacûÙho potrubûÙ. Z hlediska mûˋdia nachûÀzejûÙcûÙho se uvnité potrubûÙ soustavy mé₤éƒe jûÙt o soustavu mokrou a suchou.
U mokrûˋ soustavy je potrubûÙ trvale zavodnáno, obvykle pitnou vodou. Ta je na rozdûÙl od vodovodnûÙho potrubûÙ péevûÀéƒná stojatûÀ a studenûÀ. Na potrubûÙ mokrûˋ soustavy jsou v chrûÀnánûˋm prostoru osazeny samoáinnûˋ sprinklery, kterûˋ jsou v pohotovostnûÙ stavu uzavéenûˋ. K jejich otevéenûÙ dochûÀzûÙ aéƒ za podmûÙnek poéƒûÀru.
U suchûˋ soustavy, navrhovanûˋ pro prostéedûÙ s nebezpeáûÙm zamrznutûÙ vody, je v potrubûÙ soustavy, v péevûÀéƒnûˋ vátéÀiná péûÙpadé₤, tlakovû§ vzduch. I v tomto péûÙpadá jde o soustavu uzavéenou sprinklery.
U sprejovû§ch zaéûÙzenûÙ je sprejovûÀ soustava osazena sprejovû§mi hubicemi, kterûˋ umoéƒéujûÙ péûÙstup atmosfûˋrickûˋho vzduchu do potrubûÙ soustavy, jelikoéƒ jsou v pohotovostnûÙm stavu otevéenûˋ. U pánovû§ch hasicûÙch zaéûÙzenûÙ jsou na konci potrubûÙ soustavy ré₤znûˋ druhy aplikaánûÙch zaéûÙzenûÙ. V nákterû§ch péûÙpadech otevéenû§ch, v jinû§ch péûÙpadech uzavéenû§ch zabraéujûÙcûÙch péûÙstupu atmosfûˋrickûˋho vzduchu do soustavy.
Problematika koroze je nadûÀle posouzena z hlediska:
- druhé₤ sprinklerovû§ch soustav;
- materiûÀlovûˋho provedenûÙ a éƒivotnosti potrubûÙ;
- sprinkleré₤;
- inhibitoré₤ a nemrznoucûÙch áinidel;
- hasebnûÙ schopnosti;
- preventivnûÙch opatéenûÙ.
Praktickûˋ zkuéÀenosti z realizaánûÙ praxe ukazujûÙ, éƒe u mokrûˋ a suchûˋ soustavy je zcela odliéÀnûÀ koroze. Z tabulky 1, vychûÀzejûÙcûÙ z poznatké₤ inspekánûÙho orgûÀnu VdS, vyplû§vûÀ, éƒe u suchûˋ soustavy se vyskytujûÙ stéednûÙ zûÀvady II u cca 46 % kontrolovanû§ch soustav za 12,5 roku. U mokrûˋ soustavy aéƒ za 25 let, dokonce v menéÀûÙ mûÙée. VarujûÙcûÙ jsou zûÀvaéƒnûˋ zûÀvady III, kterûˋ se vyskytujûÙ u átvrtiny kontrolovanû§ch suchû§ch soustav jiéƒ za 12,5 roku. Dé₤vodem je uvoléovûÀnûÙ kyslûÙku a CO2 v uzavéenûˋm potrubûÙ ze vzduchu dodanûˋho kompresorem péi souáasnûˋ kondenzaci vodnûÙ pûÀry ze zbytkovûˋho mnoéƒstvûÙ vody nachûÀzejûÙcûÙho se v potrubûÙ. Tato „nûÀplé“ se obnovuje péi kaéƒdûˋm spuéÀtánûÙ kompresoru, v zûÀvislosti na netásnostech potrubnûÙho rozvodu. Ale i po tlakovûˋ zkouéÀce nebo po opátovnûˋm uvedenûÙ suchûˋ soustavy do pohotovostnûÙho stavu. S tûÙm souvisûÙ moéƒnost zamrznutûÙ zbytkovûˋho mnoéƒstvûÙ vody ve formá zûÀtky, coéƒ mé₤éƒe vûˋst k prasknutûÙ potrubûÙ nebo omezenûÙ pré₤toku vody po aktivaci sprinklerovûˋho zaéûÙzenûÙ.
Na intenzitá koroze se v suchû§ch soustavûÀch podûÙlûÙ zejmûˋna:
- nedostateánûˋ spûÀdovûÀnûÙ jako podmûÙnka pro û¤plnûˋ vypuéÀtánûÙ vody ze soustavy;
- zanedbanûÀ û¤dréƒba – neodvodéovûÀni sedimentu z potrubûÙ;
- chybnû§ projekt – nejsou instalovûÀny odvodéovacûÙ a odvzduéÀéovacûÙ ventily;
- nedostateánûÀ kvalita potrubûÙ, zejmûˋna povrchovûÀ ochrana a tlouéÀéËka stány;
- nevhodnûˋ sloéƒenûÙ vody.
Podle FM se za nejzûÀvaéƒnájéÀûÙ péûÙáinu koroze suchû§ch soustav povaéƒuje mikrobiologickûÀ koroze (10 % aéƒ 20 %). Tûˋto korozi, se odhadem, péiáûÙtûÀ 10 % aéƒ 30 % zûÀvad véÀech potrubûÙ v USA [14].
| Soustava | ZûÀvada I zanedbatelnûÀ [%] | ZûÀvada II stéednûÙ [%] | ZûÀvada III zûÀvaéƒnûÀ [%] |
|---|---|---|---|
| MokrûÀ za 25 roké₤ | 66,2 | 31,3 | 3,5 |
| SuchûÀ za 12,5 roku | 28,2 | 46,6 | 25,2 |
| Stav k 31. 12. 2001. | |||
Vû§znamnû§m, áasto podceéovanû§m éeéÀenûÙm uvedenû§ch problûˋmé₤ je dodréƒenûÙ poéƒadavké₤ na spûÀdovûÀnûÙ potrubûÙ. NedodréƒenûÙ dostateánûˋho sklonu potrubûÙ je zvlûÀéÀéË zûÀvaéƒnûˋ u sprinklerovû§ch zaéûÙzenûÙ uráenû§ch pro ochranu mrazûÙrenskû§ch a chladûÙrenskû§ch skladé₤. U tách se doporuáuje i vátéÀûÙ sklon neéƒ stanovuje normativnûÙ dokument.
PrincipiûÀlnûÙm éeéÀenûÙm k eliminovûÀnûÙ û¤áinké₤ koroze je pouéƒûÙt jako nûÀplé suchûˋ soustavy dusûÙk. Z laboratornûÙch zkouéÀek vlivu koroze na destiáky z áernûˋ a pozinkovanûˋ oceli vystavenûˋ ré₤znû§m druhé₤m atmosfûˋry po dobu 12 másûÙcé₤, v zûÀvislosti na mnoéƒstvûÙ vody (zbytkovûˋ a 50% zavodnánûÙ) vyplynulo, éƒe éƒivotnost ocelovûˋho potrubûÙ bez zinkovûˋ vrstvy by se zvû§éÀila v dusûÙkovûˋ atmosfûˋée 1,83krûÀt a u ocelovûˋho pozinkovanûˋho potrubûÙ 12,2krûÀt. Pré₤márnûˋ zvû§éÀenûÙ éƒivotnosti, v zûÀvislosti na mnoéƒstvûÙ zbytkovûˋ vody, by bylo cca pátinûÀsobnûˋ [11]. PéûÙnos dusûÙkovûˋ atmosfûˋry v suchûˋ soustavá potvrzuje i FM. To na zûÀkladá zkouéÀek doéÀlo k zûÀváru, éƒe u ocelovûˋho potrubûÙ nepozinkovanûˋho, naplnánûˋho tlakovû§m vzduchem, je pré₤báh koroze desetkrûÀt rychlejéÀûÙ neéƒ u potrubûÙ s dusûÙkovou atmosfûˋrou. Druhou moéƒnostûÙ, jak eliminovat korozi je udréƒovat v suchûˋ soustavá podtlak. V tomto péûÙpadá je kompresor nahrazen vû§vávou. Obá moéƒnosti jsou technologicky realizovatelnûˋ, nicmûˋná se prosazujûÙ zatûÙm ojedinále. Dé₤vodem je konzervatismus navrhovatelé₤ sprinklerovû§ch zaéûÙzenûÙ a péedpoklûÀdanûÀ vyéÀéÀûÙ poéizovacûÙ cena. ChybûÙ péûÙpadovûÀ studie, kterûÀ by vyhodnotila péûÙnosy a dopady se zamáéenûÙm na poéizovacûÙ a provoznûÙ nûÀklady. DûÙláûÙ srovnûÀvacûÙ studie provedenûÀ firmou Potter s dusûÙkem v suchûˋm a mokrûˋm potrubûÙ uvûÀdûÙ, éƒe by pouéƒitûÙ dusûÙku péineslo snûÙéƒenûÙ celkovû§ch poéizovacûÙch a provoznûÙch nûÀkladé₤, péi souáasnûˋm zvû§éÀenûÙ éƒivotnosti potrubûÙ, ze stûÀvajûÙcûÙch cca 10 roké₤ na 53 roké₤ [11].
Pokud jde o mokrou soustavu, péedpoklûÀdûÀ se, éƒe bude zaplavovûÀna pomalu péi souáasnûˋm odvûÀdánûÙ vzduchu ze soustavy. V praxi se nákdy k zaplavenûÙ potrubnûÙ soustavy pouéƒûÙvûÀ hlavnûÙ áerpadlo, coéƒ mûÀ za nûÀsledek vytvoéenûÙ vzduchovû§ch poléÀtûÀéé₤ ré₤znûˋ velikosti. Lze dé₤vodná péedpoklûÀdat, éƒe je potrubûÙ v táchto mûÙstech nûÀchylnájéÀûÙ ke korozi, coéƒ péipouéÀtûÙ i specialistûˋ VdS. éeéÀenûÙm je osazenûÙ potrubûÙ na inkriminovanû§ch mûÙstech automatickû§mi odvzduéÀéovacûÙmi ventily. DaléÀûÙm jevem je, éƒe vlivem stojatûˋ vody dochûÀzûÙ v mokrûˋ soustavá k postupnûˋmu rozkladu vody a vzniku usazenin. Ty musûÙ bû§t pravidelná odstraéovûÀny, aby se nestaly podhoubûÙm pro mikrobiologickou korozi. Specifickou aplikaánûÙ oblast péedstavujûÙ z hlediska koroze potrubûÙ obchodnûÙ centra typu mall. Z dé₤vodu áastûˋ obmány nûÀjemcé₤ a s tûÙm souvisejûÙcûÙch û¤prav interiûˋru zde dochûÀzûÙ k opakovanûˋmu vypouéÀtánûÙ a nûÀslednûˋmu zaplavovûÀnûÙ mokrû§ch soustav. Dé₤sledkem je dodûÀvka kyslûÙku do potrubûÙ, kterû§ urychluje vniténûÙ korozi potrubûÙ.
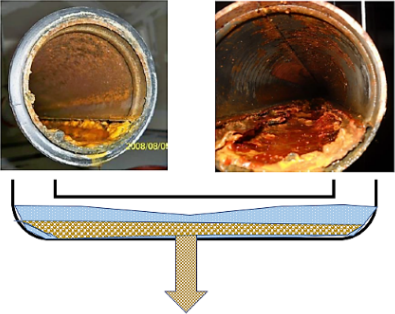
Pozornost byla zamáéenûÀ na dvá typickûˋ soustavy sprinklerovû§ch zaéûÙzenûÙ s nûÀplnûÙ vodou a vzduchem. Je patrnûˋ, éƒe v praxi obvykle nejde o áistá mokrou nebo suchou soustavu. U mokrûˋ soustavy mohou bû§t áûÀsti potrubûÙ ne zcela zavodnánûˋ, ve kterû§ch probûÙhûÀ koroze jako u suchûˋ soustavy. Naopak u suchûˋ soustavy mohou bû§t mûÙsta s vátéÀûÙm zbytkovû§m mnoéƒstvûÙm vody. MûÙsty s potenciûÀlnûÙ zvû§éÀenou korozûÙ mohou bû§t i áûÀsti potrubûÙ mokrû§ch soustav vedenû§ch pod stropem vû§robnûÙch a skladovacûÙch hal kde teplota vody je vyéÀéÀûÙ neéƒ 35 ô¯C. Pro objektivnûÙ vyhodnocenûÙ pré₤báhu koroze v táchto mûÙstech nenûÙ zatûÙm k dispozici dostatek informacûÙ. Nicmûˋná, obr. 1 je nanejvû§éÀ vû§mluvnû§.
MateriûÀlovûˋ provedenûÙ potrubûÙ soustav sprinklerovû§ch zaéûÙzenûÙ
Podle áSN EN 12845:2020 se mé₤éƒe ve sprinklerovû§ch zaéûÙzenûÙch pouéƒûÙvat potrubûÙ ocelovûˋ, mádánûˋ nebo z jinûˋho materiûÀlu podle péûÙsluéÀnû§ch podmûÙnek platnû§ch v mûÙstá pouéƒitûÙ zaéûÙzenûÙ. Nejáastáji se pouéƒûÙvûÀ potrubûÙ ocelovûˋ s tûÙm, éƒe se od roku 2000 v áR postupná prosazuje, za péedem stanovenû§ch podmûÙnek, potrubûÙ plastovûˋ.
Poéƒadavky áSN EN 12845 a VdS CEA 4001 na nadzemnûÙ a v zemi uloéƒenûˋ potrubûÙ jsou uvedeny v tabulce 2. Z porovnûÀnûÙ obou technickû§ch dokumenté₤ je patrnûˋ, éƒe áSN EN 12845 reflektuje korozi neadekvûÀtná. To se tû§kûÀ zejmûˋna obtûÙéƒná kontrolovatelnûˋ tlouéÀéËky trubek odkazem na normy ISO a absencûÙ poéƒadavké₤ na suchou soustavu a plastovûˋ potrubûÙ. VysvátlenûÙm je péedpoklad zpracovatele normy, éƒe si jednotlivûˋ álenskûˋ zemá EU uvedenou problematiku upravujûÙ v jinû§ch technickû§ch dokumentech. V áR éƒûÀdnû§ takovû§ dokument nebyl dosud vydûÀn.

obr. 1 PotrubûÙ prodáravánûˋ korozûÙ

obr.2 Inkrustace potrubûÙ
| áSN EN 12845:2020 | VdS CEA 4001:2018 |
|---|---|
| ál. 17.1.1 PotrubûÙ uloéƒenûˋ v zemi musûÙ mûÙt dostateánou odolnost proti korozi, dûÀle uvûÀdûÙ doporuáenûˋ druhy trubek váetná plastovû§ch bez odkazu na normy. | ál. 15.1.1 PotrubûÙ uloéƒenûˋ v zemi je nutnûˋ chrûÀnit proti korozi, dûÀle uvûÀdûÙ druhy trubek s odkazem na normy DIN EN. |
| ál. 17.1.2 NadzemnûÙ potrubûÙ musûÙ bû§t ocelovûˋ, mádánûˋ nebo z jinûˋho materiûÀlu s akceptacûÙ nûÀrodnûÙho orgûÀnu, ocelovûˋ potrubûÙ do DN 150 a menéÀûÙ opatéenûˋ zûÀvitem musûÙ mûÙt min. tlouéÀéËku stány podle ISO 65; konce potrubûÙ nevykazujûÙ vû§znamnûˋ ztenáenûÙ tlouéÀéËky musûÙ bû§t tlouéÀéËka stány D podle ISO 4200; pokud se pouéƒûÙvajûÙ mechanickûˋ spoje musûÙ bû§t tlouéÀéËka stány podle doporuáenûÙ vû§robce; pro suchûˋ a péedstihovûˋ soustavy se mûÀ péednostná pouéƒûÙvat pozinkovanûÀ ocel. | ál. 15.1.2. Ocelovûˋ trubky se zûÀvitem musejûÙ bû§t podle EN 10255 s tûÙm, éƒe je stanovena minimûÀlnûÙ tlouéÀéËka stán od 3,2 mm do 5,0 mm pro DN 25–DN 125/150, ocelovûˋ trubky strojná obrobenûˋ bez ztenáenûÙ stány napé. vûÀlcovûÀnûÙm drûÀéƒky musûÙ bû§t podle DIN EN 10220 a DIN EN 10216 (bezeéÀvûˋ), DIN EN 10255 (zûÀvitovûˋ) a DIN EN 10217 (svaéovanûˋ) s tûÙm, éƒe minimûÀlnûÙ tlouéÀéËka stány u trubek s vûÀlcovanou drûÀéƒkou nebo svûÀrovû§m spojem je 2,6 mm aéƒ 5,6 mm pro DN 65-DN 300; stanoveny poéƒadavky na mádánûˋ trubky z hlediska pouéƒitûÙ, materiûÀlovûˋho provedenûÙ a minimûÀlnûÙ tlouéÀéËky stány. Pozn.: pro suchûˋ soustavy platûÙ ál. 15.1.10 |
| ál. 17.1.3. SvaéovûÀnûÙ se mûÀ provûÀdát tak, aby potrubûÙ bylo zbaveno otéepé₤ strusky a vniténûÙ povrch nebrûÀnil pré₤toku vody; max. DN 50. | ál. 15.1.3 SvaéovûÀnûÙ se mûÀ provûÀdát tak, aby potrubûÙ bylo zbaveno otéepé₤ strusky a vniténûÙ povrch nebrûÀnil pré₤toku vody, limit DN 50; mádánûˋ trubky lze spojovat jenom tvrdû§m pûÀjenûÙm s pouéƒitûÙ fitinké₤ podle DIN EN 1254, definuje poéƒadavky na tvrdûˋ pûÀjky s odkazem na normy, spojenûÙ mádánûˋho a ocelovûˋho potrubûÙ jenom pouéƒitûÙm péûÙrub s maticemi z uéÀlechtilûˋ ocel, uveden odkaz na normu definujûÙcûÙ ocelovou a mádánou péûÙrubu. |
| ál. 17.1.5 Trubky musûÙ bû§t uloéƒeny tak, aby byly péûÙstupnûˋ; nesmûÙ bû§t zabudovanûˋ do betonovû§ch podlah nebo stropé₤. Pozn.: jsou myéÀleny ocelovûˋ trubky. | |
| ál. 17.1.7 Pokud to vyéƒaduje prostéedûÙ, musûÙ se nepozinkovanûˋ potrubûÙ natéûÙt, stejná jako péi poruéÀenûÙ povrchovûˋ vrstvy napé. éezûÀnûÙm zûÀvité₤. | ál. 15.1.6. a 15.1.7.1 Stanoveny poéƒadavky na potrubûÙ plastovûˋ, z kompozitnûÙch materiûÀlé₤ a s lisovanû§mi spojkami. Napé. rozsah teplot 10 ô¯C aéƒ 49 ô¯C, moéƒnost uloéƒenûÙ do betonu nebo mezistropé₤ bez poéƒûÀrnûÙho zatûÙéƒenûÙ, podmûÙnky montûÀéƒe atd. |
| ál. 17.1.8 MusûÙ bû§t prostéedky pro odvodnánûÙ, péûÙpadná odvodéovacûÙ ventily; sklon 0,4 % / 0,2 % u suchû§ch, smûÙéÀenû§ch a péedstihovû§ch soustav. | |
| ál. 17.1.9 Poéƒadavek na tvrdûˋ pûÀjenûÙ pouéƒitûÙm fitinké₤ podle EN 1254, provedenûÙ tvrdûˋho pûÀjenûÙ podle EN ISO 3677, spojenûÙ mádánûˋho a ocelovûˋho potrubûÙ jenom péûÙrubami se éÀrouby a maticemi z korozivzdornûˋ oceli. Pozn.: ve VdS ál. 15.1.3. | ál. 15.1.9 OcelovûÀ potrubûÙ musûÙ bû§t opatéenûÀ ochrannou vrstvou napé. pozinkovûÀnûÙm, péi poéÀkozenûÙ tûˋto vrstvy napé. éezûÀnûÙ zûÀvité₤ musûÙ bû§t u pozinkovanû§ch potrubûÙ poéÀkozenûÙ opatéenûÀ nûÀtárem. |
| ál. J.4.2 Soustava u chladûÙrenskû§ch skladé₤ se mûÀ po pouéƒitûÙ rozebrat a vysuéÀit. | ál. 15.1.10 Poéƒadavek na odvodnánûÙ a péûÙpadnûˋ odvodéovacûÙ ventily, u suchû§ch a péedstihovû§ch soustav: a) sklon 0,5 % a u DN ≤ 40 tlouéÀéËka stány min. 2,9 mm nebo snûÙéƒenûˋ rozteáe zûÀvásé₤ na polovinu b) vátve musûÙ mûÙt sklon 0,4 %, rozvodnûÀ potrubûÙ 0,2 % a potrubûÙ s DN ≤ 65 tlouéÀéËku stány min. 2,9 mm nebo snûÙéƒenûˋ rozteáe na polovinu. |
Na pré₤báh koroze mûÀ podstatnû§ vliv tlouéÀéËka stány trubky a sûÙla zinkovûˋ vrstvy. Obá péedstavujûÙ mechanickou péekûÀéƒku pro korozi a majûÙ tudûÙéƒ vliv na éƒivotnost potrubûÙ s dopadem na provoznûÙ nûÀklady a provozuschopnost zaéûÙzenûÙ. V USA se obvykle pouéƒûÙvala pro sprinklerovûÀ zaéûÙzenûÙ potrubûÙ velikosti 40. V poslednûÙch letech, zejmûˋna u suchû§ch a péedstihovû§ch soustav potrubûÙ velikosti 10 nebo 5. Péechod na leháûÙ a levnájéÀûÙ trubky péinesl zkrûÀcenûÙ éƒivotnosti potrubûÙ, coéƒ je patrnûˋ z tabulky 3.
| NominûÀlnûÙ velikost (NPS) [inch] | Velikost 10 [inch] | Velikost 40 [inch] | é§ivotnost vel. 40 na vel. 10 |
|---|---|---|---|
| 1 | 0,109 | 0,133 | 82 % |
| 2 | 0,109 | 0,154 | 70,8 % |
| 4 | 0,120 | 0,237 | 50,6 % |
ObdobnûÀ situace je v áR. Z dé₤vodu kritûˋria nejniéƒéÀûÙ ceny a neexistence péejûÙmacûÙch kontrol je tendence navrhovat leháûÙ, a tûÙm i levnájéÀûÙ trubky. V nákterû§ch ojedinálû§ch péûÙpadech tak „tenkûˋ“, éƒe nenûÙ moéƒnûˋ ani vyvûÀlcovat drûÀéƒku pro mechanickûˋ spojky, aniéƒ by nedoéÀlo u takovûˋho potrubûÙ k prasklinûÀm po celûˋm vniténûÙm obvodu drûÀéƒky. VátéÀina dodavatelé₤ sprinklerovû§ch zaéûÙzenûÙ pochopila, éƒe se tento krajnûÙ péûÙstup, motivovanû§ nejniéƒéÀûÙ cenou, ve svû§ch dé₤sledcûÙch nevyplûÀcûÙ. Odhaduje se, éƒe v áR doéÀlo ke zkrûÀcenûÙ éƒivotnosti potrubûÙ aéƒ o 50 %. Jsou znûÀmûˋ péûÙpady, kde je nutnûˋ vymánit potrubûÙ jiéƒ po deseti letech. Pro dodavatele vodnûÙch a páno-vodnûÙch stabilnûÙch hasicûÙch zaéûÙzenûÙ je podstatnûˋ, aby k tomu doéÀlo po uplynutûÙ garanánûÙ doby. ReûÀlnû§ stav odhalûÙ nûÀsledujûÙcûÙ roky, kdy vátéÀina „novû§ch“ instalacûÙ bude mûÙt éƒivotnost 20–25 let. Podle informacûÙ provozovatelé₤ a vû§robcé₤ sprinklerovû§ch zaéûÙzenûÙ lze oáekûÀvat zvû§éÀenû§ poáet instalacûÙ, u nichéƒ bude nutnûÀ kompletnûÙ vû§mána potrubûÙ z dé₤vodu netásnosti.


obr. 3 áûÀst pozinkovanûˋho potrubûÙ mokrûˋ soustavy, kterûˋ bylo nutnûˋ vymánit po 10 letech provozu sprinklerovûˋho zaéûÙzenûÙ v nûÀkupnûÙm stéedisku typu mall
Koroze sprinkleré₤
Z prohlûÙdek starû§ch instalacûÙ provûÀdánû§ch VdS vyplû§vûÀ, éƒe u kontrolovanû§ch sprinkleré₤ je nejcitlivájéÀûÙm mûÙstem z hlediska koroze tepelnûÀ pojistka, zejmûˋna pojistka tavnûÀ. Ke galvanickûˋ korozi dochûÀzûÙ v mûÙstá mezi bronzovû§m tálesem sprinkleru a ocelovû§m potrubûÙm. V áR majûÙ absolutnûÙ péevahu sprinklery se sklenánou tepelnou pojistkou. Aéƒ v poslednûÙch letech se zaáaly dovûÀéƒet skladovûˋ sprinklery, kterûˋ jsou obvykle opatéenûˋ tavnou pojistkou s rychlou tepelnou odezvou. Odolnost táchto tepelnû§ch pojistek z hlediska koroze nelze z dé₤vodu relativná krûÀtkûˋ doby jejich pouéƒûÙvûÀnûÙ zatûÙm objektivná vyhodnotit. Lze dé₤vodná péedpoklûÀdat, éƒe bude kratéÀûÙ neéƒ u pojistek sklenánû§ch.
| JmenovitûÀ svátlost | DN 25/32/40 | DN 50/60 | DN 80 | DN 100 | DN 125/150 |
|---|---|---|---|---|---|
| Se zûÀvitem a obrûÀbánou drûÀéƒkou | 3,2 | 3,6 | 4,0 | 4,5 | 5,0 |
| Strojná obrobenûˋ bez ztenáenûÙ stány napé. vûÀlcovanou drûÀéƒkou | 2,6 pro DN ≤ 65 | 2,9 | 3,2 | 3,6 mm pro DN 125 4,0 mm pro DN 150 | |
| Pozn.: pro suchûˋ soustavy jsou péûÙsnájéÀûÙ poéƒadavky. | |||||
![obr. 4 RelativnûÙ srovnûÀnûÙ vlivu koroze na destiáky z oceli bez povrchovûˋ ochrany a z pozinkovanûˋ oceli v zûÀvislosti na druhu atmosfûˋry (dusûÙk/stlaáenû§ vzduch) a zbytkovûˋho mnoéƒstvûÙ vody [11]](/docu/clanky/0220/022086o6.png)
obr. 4 RelativnûÙ srovnûÀnûÙ vlivu koroze na destiáky z oceli bez povrchovûˋ ochrany a z pozinkovanûˋ oceli v zûÀvislosti na druhu atmosfûˋry (dusûÙk/stlaáenû§ vzduch) a zbytkovûˋho mnoéƒstvûÙ vody [11]
U zûÀvásnû§ch sprinkleré₤ dochûÀzûÙ postupná k zanûÀéÀenûÙ hrdla usazeninami, kterûˋ nejde báéƒnû§m proplachem odstranit. To se mé₤éƒe tû§kat i lûÀtek uráenû§ch pro zvû§éÀenûÙ mrazuvzdornosti vody, kterûˋ se dostanou v ré₤znûˋ koncentraci z nûÀdréƒe na vodu do rozvûÀdácûÙho potrubûÙ a usadûÙ se v hrdlech sprinkleré₤.
Sprinklery instalovanûˋ v prostéedûÙ s vysokû§m stupnám atmosfûˋrickûˋ koroze se opatéujûÙ voskovou, teflonovou nebo jinou protikoroznûÙ vrstvou, péûÙpadná jsou pochromovanûˋ. Ve sprinklerovû§ch zaéûÙzenûÙ zvlûÀéÀtnûÙ dé₤leéƒitosti jsou sprinklery vyrobenûˋ z titanu. Pokud mûÀ bû§t protikoroznûÙ û¤prava û¤áinnûÀ musûÙ se pravidelná ochrannûÀ vrstva obnovovat.
Koroze sprinkleré₤ mé₤éƒe bû§t péûÙáinou:
- nefunkánosti tepelnûˋ pojistky;
- zmány otevûÙracûÙ teploty sprinkleru;
- omezenûÙ nebo zablokovûÀnûÙ vû§stéiku usazeninami z potrubûÙ.
Vliv koroze lze eliminovat:
- pravidelnû§mi prohlûÙdkami;
- û¤dréƒbou;
- kontrolami starû§ch instalacûÙ;
- kontrolou vlastnostûÙ vody;
- pouéƒitûÙm sprinkleré₤ s antikoroznûÙ û¤pravou nebo vyrobenû§ch z antikoroznûÙch materiûÀlé₤.
K zûÀvadûÀm sprinkleré₤ nedochûÀzûÙ jenom z dé₤vodu koroze, ale i vibracemi, radiaánûÙm teplem, vlastnostmi pouéƒitûˋ vody nebo mechanickû§m poéÀkozenûÙm. VdS poéƒaduje vû§mánu sprinkleré₤ nejpozdáji po 50 letech. U suchû§ch sprinkleré₤ je stanovena doba kratéÀûÙ.
obr. 5 PotrubûÙ suchûˋ soustavy se zbytkovû§m mnoéƒstvûÙm vody

obr. 6 OdvodéovacûÙ armatura

obr. 7 PokroáilûÀ koroze vnájéÀûÙho povrchu potrubûÙ z dé₤vodu vysokûˋ vlhkosti vzduchu

obr. 8 PotrubûÙ s antikoroznûÙ û¤pravou lakovûÀnûÙm vypalovacûÙ prûÀéÀkovou barvou
Inhibitory a nemrznoucûÙ lûÀtky
PéevûÀéƒná jde o chemickûˋ slouáeniny, kterûˋ se mohou stûÀt akcelerûÀtorem koroze. PlatûÙ zûÀsada, éƒe pouéƒitûÙ jakûˋkoliv chemickûˋ lûÀtky, kterûÀ se mûÀ péidat do nûÀdréƒe na vodu, je moéƒnûˋ jenom po péedchozûÙm souhlasu vû§robce sprinklerovûˋho SHZ nebo vû§robce potrubûÙ. ZvlûÀéÀtnûÙ pozornost je téeba vánovat tûˋto podmûÙnce u plastovû§ch potrubûÙ.

obr. 9 ZanedbanûÀ û¤dréƒba, zdroj koroze
obr. 10 Samoáinnû§ odvzduéÀéovacûÙ ventil
Vliv koroze na hasebnûÙ schopnost
ûmárná k zanûÀéÀenûÙ potrubûÙ a sprinkleré₤ sedimenty a inkrustaci se zmenéÀuje jeho pré₤toánû§ pré₤éez a drsnost vniténûÙho povrchu potrubûÙ. TûÙm se mánûÙ péedpoklady, ze kterû§ch vychûÀzel hydraulickû§ vû§poáet, jehoéƒ cûÙlem je, kromá jinûˋho, dosûÀhnout stanovenou intenzitu dodûÀvky vody. Ováéit, jak dalece je snûÙéƒena hasebnûÙ schopnost z dé₤vodu zvû§éÀenû§ch tlakovû§ch ztrûÀt, umoéƒéuje metodika VdS, podle kterûˋ se provûÀdájûÙ kontroly starû§ch sprinklerovû§ch zaéûÙzenûÙ [23].
The article focuses on the service life of pipes and sprinklers of sprinkler fixed fire extinguishing systems. Both components have a common enemy, which is corrosion. It appears in various forms and for various reasons.