Inovace v technologii výroby překližkových materiálů
Rozvoj stavebnictví vyžaduje vývoj zlepšených vlastností různých materiálů. Inovace vlastností materiálů přinášejí nákladové výhody oproti konvenčním řešením a mohou přinést i větší flexibilitu při realizaci výstavby. Ve stavebnictví se uplatňuje celá řada tradičních materiálů, mezi které patří i překližkové desky. Používají se jako konstrukční i jako pomocné stavební materiály. Jejich spotřeba ve stavebnictví a v jiných odvětvích neklesá, právě naopak - roste. Proto je zlepšování vlastností překližovaných desek a stabilizace vlastností v celé vyrobené sérii překližových desek v zájmu jak výrobců, tak i odběratelů.
1. Úvod
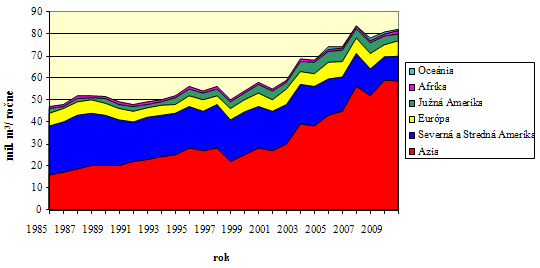
Obr. 1 Výroba preglejok vo svete v období 1985–2010
Zdroj: http://faostat.fao.org
Preglejované dosky patria medzi významné materiály používané v stavebníctve. Používajú sa ako konštrukčné a aj ako pomocné stavebné materiály. Ich spotreba v stavebníctve a v iných odvetviach neklesá; práve naopak – rastie (obr. 1). Preto je zlepšovanie vlastností preglejovaných dosiek a stabilizácia vlastností v celej vyrobenej sérii preglejovaných dosiek v záujme ako výrobcov, tak aj odberateľov.
Lídrom v inováciách technických zariadení pre výrobu preglejovaných dosák, ktoré vedú k ich zlepšeným úžitkovým vlastnostiam, je fínska firma Raute. V nedávnom období predstavila nový spôsob nanášania tekutého lepidla na dyhové súbory a nový efektívnejší spôsob skladania súborov dýh pred lisovaním.
2. Nanášačka tekutého lepidla na dyhové súbory
Aj napriek pokrokom v oblasti aplikácie výpočtovej techniky a automatizácie vo výrobe preglejovaných dosiek, niektoré uzly sú stále čiastočne závislé od ručnej práce. Dôvodom je veľká variabilita formátov a farebných odtieňov dýh; dyhy nebývajú úplne hladké, môžu byť zvlnené a často obsahujú trhliny. Tieto a podobné faktory spôsobujú ťažkosti pri zavádzaní úplných automatizovaných systémov spracovania dýh. Ľudské oko môže rozpoznať chyby v dyhach a v dôsledku toho môžu byť niektoré dyhy primeraným spôsobom manuálne vymenené, napr. v uzle skladania súborov dýh pred lisovaním.
Prakticky žiadny kompozitný materiál na báze dreva nie je vyrobený bez lepenia dýh alebo menších (niekedy aj väčších) drevných častíc navzájom. Lepenie má v drevárskom priemysle jednoznačne veľký význam a kvalitné lepenie dýh do preglejovaných dosák je rozhodujúcou operáciou z hľadiska získania dobrých a trvalo štandardných vlastností týchto produktov.
Proces lepenia dýh, najmä ak berieme do úvahy požiadavky na lepené spoje, je pomerne zložitý. Pred nanesením lepidla na lepené povrchy sa musí tekuté lepidlo nachádzať vo vysokoelastickom stave. Pri lepení dreva, kedy sú kapiláry a mikrotrhliny vyplnené vzduchom, je pre dobré vniknutie lepidla do nich žiaduce stlačenie lepených povrchov po celý čas vytvrdzovania lepidla, počas ktorého narastá kohézna pevnosť lepidla. Na pevnosť lepeného spoja majú vplyv i niektoré ďalšie javy, ako je stav zlepovaných povrchov, hrúbka vytvárajúcej sa lepidlovej vrstvy, veľkosť napätí, ktoré vznikajú v lepidle, a pod.
Pevnosť lepeného spoja medzi dyhami závisí od akosti naneseného lepidla na ich povrchy. Nanesená vrstva tekutého lepidla musí byť kompaktná a musí mať rovnomernú hrúbku. Zabezpečenie rovnomerného nánosu lepidla musí byť dlhodobo trvalé, aby vlastnosti preglejok boli vždy stabilné. Z hľadiska ekonomického je nutné dbať na to, aby nános lepidla bol čo najúspornejší.
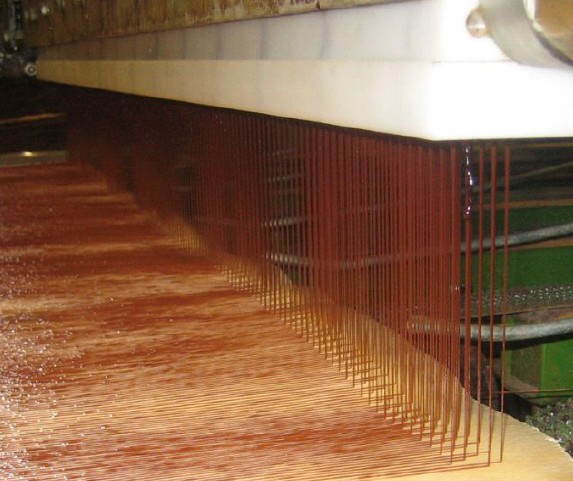
Obr. 2 Spôsob nanášania tekutého lepidla vytlačovaním
Zdroj: www.raute.com
Pri výrobe stavebných preglejok sa donedávna lepidlo nanášalo na dyhy najmä kontaktným spôsobom na valcových nanášačkách. Kvôli zníženiu spotreby lepidla na 1 m3 preglejok sa lepidlo nanáša len na jednu z plôch, ktoré budú zlepené a na druhú plochu sa prenáša stlačením súboru v lise. Pri valcových nanášačkách sa lepidlo nanášalo na obidva povrchy párnych dýh v súbore.
Nedávno bola firmou Raute predstavená (a v niektorých prípadoch už aj do praxe zavedená) vytlačovacia nanášačka tekutého lepidla (extrudér), kedy je lepidlo vytlačované prostredníctvom série otvorov od seba vzdialených 10–15 mm a na dyhy je lepidlo nanášané v sérii nepretržitých súbežných prúžkov (obr. 2). Lepidlo je speňované pomocou vzduchu na päť alebo až šesť násobok svojho pôvodného objemu predtým, ako je vytlačené do prúžkov. Lepidlo je nanášané jednostranne na každú dyhu a pri skladaní súborov sa jedna dyha priloží bez nánosu lepidla. Tieto nanášačky využívajú priebežný valcový predlis, pričom sú spenené prúžky lepidla stlačené tak, aby sa lepidlo rovnomerne rozložilo po celej šírke dyhy a aby boli v dyhach vyplnené všetky prípadné nerovnomernosti a trhliny. Lepidlo musí byť odpenené už predtým, ako je recyklované.
Nahradenie staršieho typu valcovej nanášačky tekutého lepidla novým extrudérom prináša užívateľovi rad výhod:
- 5–10percentná úspora v spotrebe lepidlovej zmesi prostredníctvom presnejšieho nanesenia lepidla
- žiadne poškodenia dýh, pretože neexistuje žiadny mechanický kontakt medzi nanášačkou lepidla (pogumovanými valcami) a dyhami
- automatický čistiaci systém extrudéra šetrí čas a udržuje linku na lepenie a podlahy preglejkárne čisté
- prináša tiež úsporu pracovných nákladov.
Vytlačovací spôsob nanášania lepidla je veľmi flexibilný. Môže byť použitý pri výrobe preglejovaných dosiek, LVL a latoviek. Nanášať lepidlo je možné na všetky druhy driev, akúkoľvek hrúbku dyhy alebo smer vlákien vrátane kombinovaných druhov alebo špeciálnych konštrukcií preglejok. Používať sa môžu močovinoformaldehydové, fenolformaldehydové alebo melamínmočovinoformaldehydové lepidlá. Nános lepidla medzi jednotlivými vrstvami môže byť menený a v stredových vrstvách preglejok môžu byť použité reaktívnejšie lepidlá. Obsluha nanášačky je nenáročná, jej operátor má informatívny displej a vizuálna kontrola kvality nánosu lepidla je tiež jednoduchá.
Bežný nános lepidla býva od 130 do 180 g.m−2, rozsah viskozity lepidla je 30–120 s (Fordov pohár 6) a nanášanie lepidla prebieha rýchlosťou až 120 m.min−1. Celý proces nanášania lepidla je riadený počítačom.
3. Analyzátor lepidlového nánosu
Spoločnosť Mecano (člen skupiny Raute) nedávno predstavila nový analyzátor lepidlového nánosu. Je to inteligentný kamerový systém použiteľný pre vyhodnocovanie kvality nánosu lepidla. Systém vyhľadáva na dyhovom formáte plochy bez nánosu lepidla. Analýza je založená na kontraste medzi lepidlom a nenanesenými plochami na dyhe. Iluminácia je založená na využití modrých kontroliek HIS LED pracujúcich na báze svetla. Systém bez problémov rozlíši na dyhovom formáte plochu bez nánosu lepidla. Minimálna veľkosť zaregistrovateľnej plochy bez lepidla môže byť nastavená na 1 cm2. Vzhľadom k tomu, že samostatný počítač v analyzátore nie je potrebný, tento systém pracuje ako veľmi kompaktná jednotka a skladá sa iba z čipovej kamery, svietiacich jednotiek a voliteľnej zobrazovacej jednotky.
Analyzátor lepidlového nánosu môže byť použitý pre listnaté alebo pre ihličnaté dyhy. Čas expozície kamery je 50 snímok.s−1, maximálna rýchlosť linky je 1 m.s−1. Výrobca uvádza merateľnú šírku dyhy 1 600 mm. Jednokamerový systém vyžaduje snímaciu vzdialenosť 1 600 mm, kým vzdialenosť 800 mm je doporučená pre dvojitú aplikáciu kamery.
4. Zariadenie pre skladanie súborov dýh pred lisovaním
Spoločnosť Raute nedávno predstavila nové zariadenie na skladanie súborov dýh pred lisovaním. Vývoj tohto zariadenia bol spôsobený zvýšeným počtom dýh s jednostranným nánosom lepidla (všetky dyhy v súbore okrem jednej) v porovnaní s predchádzajúcimi spôsobmi skladania súborov, kedy len menej ako polovica dýh v súbore bola obojstranne nanesená lepidlom. Ide o novú generáciu zariadenia, ktorá poskytuje celý rad výhod v porovnaní so starším typom zariadení na skladanie súborov dýh:
- špeciálne navrhnuté uchopovacie zariadenie na dyhy je spoľahlivé, dyha sa samočinne uchopí a včas sa zľahka uvoľní po jej prenesení na správne miesto pri nízkych energetických nárokoch
- manipulácia s dyhami je citlivá a jemná
- umožnené je opätovné využitie valcového predlisu
- zariadenie znižuje pracovné náklady a zvyšuje výkon
- vyžadujú sa len nízke investičné náklady v porovnaní s výrazným zvýšením produktivity práce
- dizajn zariadenia je ergonomický a uľahčuje prácu obsluhy
- zariadenie umožňuje aj výrobu špeciálnych konštrukcií preglejok
- bez problémov pracuje s akýmikoľvek dyhami z rôznych druhov dreva
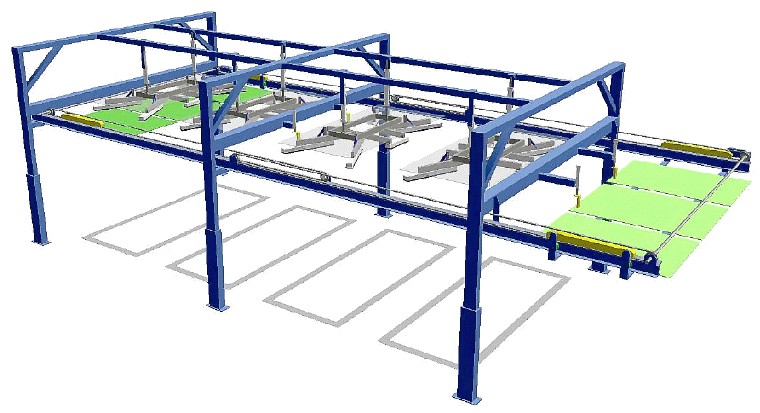
Obr. 4 Zariadenie na skladanie súborov dýh pred lisovaním
Zdroj: www.raute.com
Podávač zariadenia je vybavený vákuovým „pavúkovým“ chápadlom, ktoré zabezpečuje, že dyhové listy sú vkladané na pohybujúcu sa tabletu pri skladaní súboru dýh do správnej polohy.
Celá linka s vytlačovacím systémom nanášania lepidla a novým typom skladacieho zariadenia dýh pred lisovaním je nastaviteľná na výkon od 100 do 700 m3.deň−1. Linka s vytlačovacím systémom nanášania lepidla a novým typom skladacieho zariadenia dýh pred lisovaním je k dispozícii v automatickej, poloautomatickej a manuálnej verzii, ktoré môžu byť prispôsobené pre rôzne druhy lepidiel a konkrétneho výrobcu preglejovaných dosiek.
5. Formátovacie zariadenia na vylisované preglejované dosky
Formátovanie (orezávanie) preglejovaných dosiek je potrebné z hľadiska zarovnania okrajov a odrezania nadmiery na opracovanie, a to po dĺžke a šírke vylisovaných formátov. Rezy musia byť hladké, rovné, paralelné a rohy preglejovaných materiálov musia zvierať 90°.
Na formátovanie preglejok sa donedávna dodávali najmä zariadenia, ktoré formátovali pohybujúcu sa preglejku(y). Išlo o dva pevne osadené orezávacie stroje, ktoré boli zoradené v nadväznosti na seba pod 90° uhlom. Na jednom stroji sa robilo pozdĺžne orezanie formátov (dve súbežné píly), na druhom stroji priečne orezanie formátov (ďalšie dve súbežné píly).
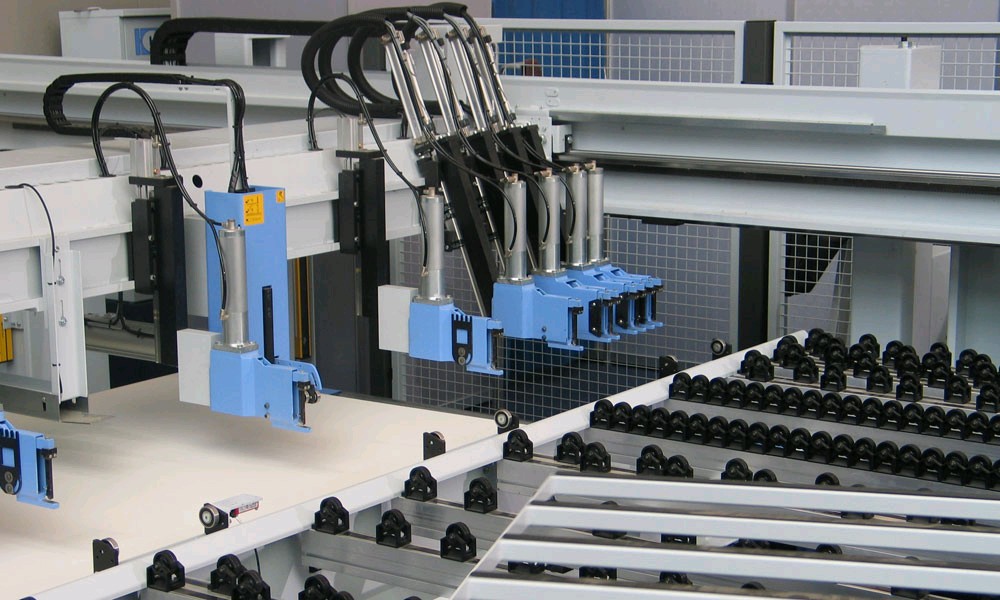
Obr. 5 Formátovacie zariadenia na vylisované preglejované dosky
Zdroj: www.holzma.com
Nová generácia formátovacích strojov firmy Holzma (člen skupiny Homag Group) používa opačný systém: pohyblivé formátovacie píly orezávajúce niekoľko stojacich preglejovaných dosák súčasne, ktoré sú zaťažené pomocou prítlačného trámu (mosta). Zariadenie pracuje s vysokou presnosťou a rýchlosťou rezu pomocou programovo riadených píl.
Formátovacie zariadenia využívajú klasický spôsob vedenia pílového vozíka na kalených a brúsených tyčiach s celoživotnou zárukou. Zameriavanie presnej dĺžky a šírky rezu sa robí bezdotykovým a bezúdržbovým systémom. Vysoká rýchlosť rezu je dosahovaná patentovanými upínacími klieštinami, bočným prítlakom a krátkou (optimalizovanou) dráhou zdvihu prítlačného mosta. Zariadenie je energeticky menej náročné ako staršie typy orezávacích strojov (šetrí sa až do 20 % nákladov na energie) a je odolné proti prípadným vibráciám alebo chveniu, ktoré by mohlo vznikať počas rezného procesu.
Hoci technická norma EN 315 pripúšťa odchýlku pravouhlosti formátov 1 mm.m−1 a odchýlku priamosti hrán tiež 1 mm.m−1, pre nové a správne nastavené formátovacie zariadenia so stojacimi zaťaženým formátovanými preglejovanými doskami sú tieto povolené odchýlky bezpredmetné.
6. Záver
Kvalita drevených stavieb je podmienená stabilitou vlastností konštrukčných materiálov. Výrobcovia preglejovaných materiálov musia na trhy dodávať kvalitné produkty s trvalo stabilnými fyzikálnymi, mechanickými a technologickými vlastnosťami, a preto sú priebežné investície do moderných technologických zariadení nevyhnutné. Hoci je zoznam firiem vyrábajúcich špecializované stroje na výrobu preglejovaných materiálov pomerne malý, najmä fínska firma Raute je progresívna a pravidelne prináša ponuku veľmi kvalitných strojných inovácií zabezpečujúcich dobré a stabilné vlastnosti vyrábaných preglejovaných materiálov. Príkladom je nové zariadenie na veľmi presný nános lepidla na dyhy, analyzátor naneseného lepidla, nový spôsob skladania dýh pred lisovaním a kvalitnejšie formátovacie zariadenia.
7. Zdroje a literatúra
- [1] Irle, M. – Barbu, M. C: Wood-Based Panel Technology. In: Wood-Based Panels. An Introduction for Specialists. Brunel University Press, London, 2010, s. 1–94.
- [2] Kollmann, F. F. P. – Kuenzi, E. W. – Stamm, J. A.: Principles of Wood Science and Technology. Springer – Verlag, Berlin, Heidelberg, New York, 1975, 703 s.
- [3] Mahút, J. – Réh, R. – Víglaský, J.: Kompozitné materiály, časť. I. Dyhy a preglejované výrobky. Technická univerzita vo Zvolene, 2006, 292 s.
- [4] www.excellentcd.sk
- [5] http://faostat.fao.org
- [6] www.holzma.com
- [7] www.raute.com
- [8] www.raute.fi/about-mecano
Tento príspevok vznikol vďaka podpore grantovej agentúry VEGA v rámci projektu E.č.p. 1/0345/12 „Interakcia zložiek dreva a vysokých teplôt lisovania drevných kompozitov a jej vplyv na tvorbu kompozitného materiálu pri súčasnom zabránení chemických zmien zloženia lisovaných drevných častíc a odstránení rizika vzniku požiaru“.
Development of construction industry requires the development of improved properties of various materials. Innovation material properties provide cost advantages over conventional solutions, and can also bring greater flexibility in the construction. The construction applies a wide range of traditional materials, including plywood boards.